In industrial production, the steam system is an important source of power, and its efficient and stable operation is related to the company's production efficiency and energy consumption. As a key component of the steam system, steam traps play an indispensable role in industrial boilers.
What is a steam trap?
A steam trap, known as a steam trap, is a device used in steam piping networks and equipment to automatically discharge condensate, air and other non-condensable gases while preventing steam leakage. Its basic structure consists of a valve body, valve seat, spool, action mechanism, etc. Different types of traps vary in structural details.
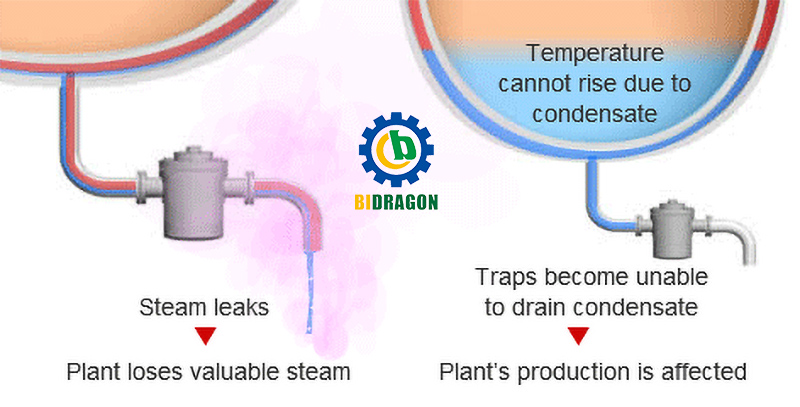
Traps play a vital role in steam systems. It removes condensate from the system in a timely manner, preventing condensate from accumulating and affecting the efficiency of steam delivery and use. It is especially important to maintain the system in a “dry steam” condition, which has a higher enthalpy to ensure that the maximum amount of heat is released from the steam during transmission and application, and to increase the efficiency of heat exchange. Excessive condensate in the system not only reduces the quality of the steam, but can also cause a series of problems such as water hammer and corrosion, which can seriously affect the safe and stable operation of the system.
How does a steam trap work in an industrial boiler?
The core task of a steam trap in an industrial boiler system is to automatically identify and discharge condensate while stopping steam leakage and ensuring that a “dry steam” condition is maintained in the system. As steam is generated from the boiler and transported to piping and equipment, condensate forms as the steam cools as heat is released. At this point, the steam trap comes into play, sensing the presence of condensate precisely based on its internal structure and operating principle.
When condensate flows into the trap, the trap opens a valve to discharge the condensate using a mechanism that varies according to its type. When steam reaches the trap, the trap quickly closes the valve to prevent steam from escaping, thus ensuring efficient operation of the steam system. The whole process is completely automatic without human intervention, just like a loyal “guard”, always guarding the stability and efficiency of the industrial boiler system.
Working Mechanism of Different Types of Water Traps in Industrial Boilers
Mechanical type water evacuator
Float type water evacuator
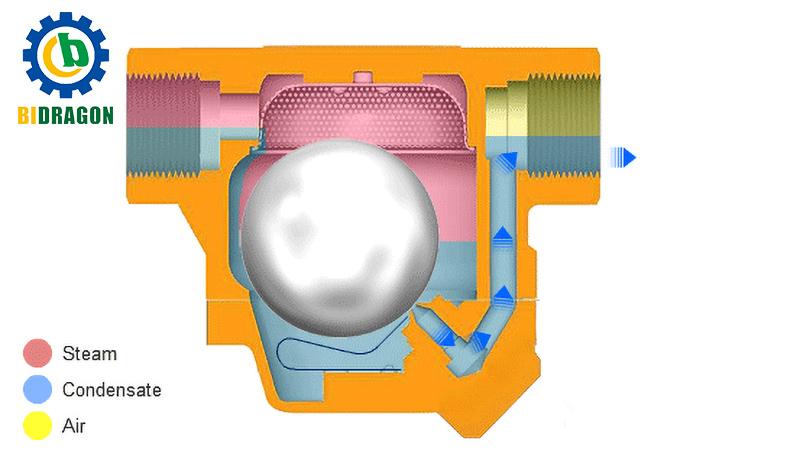
In the industrial boiler system, the float-type water evacuator is suitable for large-scale steam equipment and high-load steam systems by virtue of its large drainage capacity and continuous drainage. In the case of a steam system supporting an industrial boiler in a large chemical company, for example, when condensate enters the valve body of a float trap, the water level rises and the float floats. The float is connected to the spool through a connecting rod mechanism. As the float rises, the connecting rod drives the spool to open, discharging the condensate in a timely manner. Since the density of steam is less than that of condensate, when steam enters the valve body, the float rises further and the spool closes, effectively preventing steam leakage and ensuring the quality of steam in the system.
Inverted Bucket Traps
The Inverted Bucket Trap demonstrates excellent resistance to water strikes and fouling in industrial boiler systems, and is commonly used in applications with large fluctuations in steam pressure, such as the steam piping systems of industrial boilers in cogeneration plants. When condensate enters the valve body, the inverted bucket sinks and opens the valve to drain; when steam enters, the inverted bucket is buoyant and floats, closing the valve. This mechanism allows the inverted bucket to operate stably under complex conditions, effectively avoiding failures due to water strikes and fouling, and ensuring the safe and reliable operation of industrial boiler systems.
Thermostatic Traps
Thermostatic water evacuators rely on the temperature difference between steam and condensate to control the opening and closing of valves through the deformation of heat-sensitive components (such as bellows, bimetals, etc.). In industrial boiler systems, this type of trap is suitable for tracer lines with high requirements for temperature control, such as piping tracer systems that transport high-temperature, viscous media in petrochemical companies. When the low-temperature condensate flows in, the heat-sensitive element contracts, the valve opens, and the condensate is discharged; with the entry of steam, the temperature rises, and the heat-sensitive element expands, pushing the valve closed. Despite its relatively small drainage capacity and delayed response to temperature changes, it is able to accurately control the temperature in specific industrial scenarios to ensure the effectiveness of the accompanying heat.
Thermodynamic Water Traps
Based on the different thermodynamic properties of steam and condensate, thermodynamic traps utilize fluid dynamics to achieve condensate discharge and steam containment. In industrial boiler systems, its simple structure and sensitive action make it suitable for steam systems with higher pressure and larger flow rates, such as the industrial boiler systems supporting steam cooking equipment in large food processing plants. When condensate is discharged, the flow rate is slow, the pressure acting on the valve plate is small, and the valve stays open; when steam arrives, the flow rate is significantly accelerated, and a pressure difference is formed on the valve plate, which closes the valve plate and prevents steam from leaking. However, because it is more sensitive to fluctuations in steam pressure, it is necessary to pay close attention to pressure changes during the operation of the industrial boiler to ensure the normal operation of the trap.
Through different working mechanisms, steam traps in industrial boilers can effectively deal with various problems caused by condensate in the industrial boiler system and guarantee the efficient and stable operation of the boiler system. Enterprises in the actual application, should be based on the specific conditions of the industrial boiler, such as steam pressure, temperature, flow, water quality and the characteristics of the heat equipment and other factors, the comprehensive selection of the appropriate type of steam trap, and reasonable installation and maintenance, in order to give full play to the function of the trap, improve the overall performance of the industrial boiler system, reduce the operating costs of enterprises.
Types of steam traps and their characteristics
Mechanical
Float Type
Float traps are equipped with an internal float. When condensate enters the valve body, the water level rises and the float floats, opening the spool through the connecting rod mechanism and discharging the condensate. When steam enters, the float rises and the spool closes to prevent steam leakage. The advantages of this type of trap are that it has a large discharge capacity and is capable of continuous discharge, making it suitable for large steam equipment and high load steam systems. The disadvantage is that it requires high water quality and impurities in the water can easily block the valve, leading to the failure of the trap.
Inverted Bucket Traps
The operating principle of the inverted bucket trap is to control the valve by utilizing the change in buoyancy of the inverted bucket in condensate and steam. When condensate enters, the inverted bucket sinks and opens the valve to drain; when steam enters, the inverted bucket floats and closes the valve. This type of trap is resistant to water strikes and fouling, but drainage is intermittent and is not suitable for applications requiring high drainage continuity.
Thermostatic Type
Thermostatic traps sense temperature changes through heat-sensitive components such as bellows and bimetals. When the condensate temperature is low, the thermosensitive element contracts and the valve opens to discharge the condensate; when the steam temperature is high, the thermosensitive element expands and the valve closes. It is suitable for temperature control requirements of higher occasions, such as heat tracing pipeline, but the drainage capacity is relatively small, and there is a certain delay in the response to temperature changes.
Thermodynamic Type
Thermodynamic traps work by utilizing the dynamic effects produced by changes in the flow rate and pressure of steam and condensate. When condensate is discharged, the flow rate is slow and the valve stays open; when steam arrives, the flow rate accelerates and a pressure difference is formed on the valve plate, which closes the valve and prevents steam leakage. With its simple structure and sensitive action, it is suitable for steam systems with higher pressures and larger flow rates, but it is sensitive to fluctuations in steam pressure, and leakage may occur when the pressure is unstable.
Different types of traps have significant differences in their application, advantages and disadvantages. In actual applications, the most suitable trap type needs to be selected based on specific operating conditions, such as steam pressure, temperature, flow rate, water quality, and other factors.
Why Steam Traps are Critical in Industrial Boiler Systems
In industrial boiler systems, steam traps are a key element in maintaining efficient and stable system operation. First, it maintains the thermal efficiency of the boiler system. Timely removal of condensate from the boiler and steam piping ensures that what enters the heat-using equipment is high-quality “dry steam,” thereby improving heat exchange efficiency and reducing heat loss. Second, traps avoid the risks of “water hammer,” corrosion, and condensate buildup. The phenomenon of water hammer can cause strong impacts on piping and equipment, and in severe cases can even lead to piping rupture and equipment damage; condensate buildup accelerates corrosion of piping and equipment, shortening their service life. In addition, traps can also recover condensate, which has a certain temperature, and reuse it to save energy and reduce water treatment costs, lowering the operating expenses of the enterprise.
How Steam Traps Improve Boiler System Efficiency
Steam traps improve boiler system efficiency in a number of ways. First, it improves the heat exchange rate. When there is no condensate accumulation in the system, the steam can fully contact the heat-using equipment, effectively transferring the heat and improving the heat exchange effect. Second, reduce fuel consumption. The improvement of thermal efficiency means that under the same production task, the amount of steam required is reduced, which in turn reduces the fuel consumption of the boiler and realizes energy saving and emission reduction. Third, to ensure that the boiler continues to operate efficiently. Stable steam quality and system operating conditions enable the boiler to work at its optimum condition, reducing equipment failures and downtime due to condensate problems, and safeguarding production continuity.
Steam Trap Installation and Design Considerations
The scientific selection of steam traps for industrial boiler systems is critical. When selecting a trap, it is important to consider the pressure rating, discharge capacity, location and layout. Pressure ratings should be matched to the operating pressure of the boiler system; if the selected pressure is too low, the trap may not work properly or may even be damaged; and the discharge capacity should be determined based on the amount of condensate produced by the system, to ensure that the trap is able to discharge condensate in a timely manner and to avoid the accumulation of water.
The layout of the installation location also affects the effectiveness of the trap. Generally, they should be installed at the lowest point of the steam piping, at the outlet of the equipment, and other locations where condensate is likely to be generated. At the same time, consideration should be given to coordination with the sub-cylinder, main steam piping, and other equipment. For example, if a trap is installed at the bottom of the sub-cylinder, condensate in the sub-cylinder can be removed in time to ensure the quality of the steam output from the sub-cylinder; and if a trap is installed at an appropriate location in the main steam piping, it can prevent steam from being transported due to the accumulation of condensate and affecting the stability of the steam pressure and flow rate.
Common Problems and Failures of Boiler Traps
Incorrect sizing and oversizing can have a negative impact on the proper operation of a trap. Incorrect sizing can result in traps that are unable to meet the drainage needs of the system, or that leak or clog during operation. Oversizing can increase equipment costs and can cause condensate buildup due to untimely drainage.
Common failure modes of traps include open failure and close failure. Opening failure prevents condensate from being discharged, leading to condensate buildup in the system, reducing thermal efficiency and causing problems such as water hammer. Closing failure results in steam leakage, which wastes energy and affects the pressure stability of the system. In addition, condensate retention can lead to a reduction in system efficiency, increase the risk of equipment corrosion, and shorten equipment life.
Maintenance Best Practices for Industrial Applications
In industrial boilers, it is essential to establish reasonable trap maintenance intervals. It is generally recommended that traps be thoroughly inspected on a quarterly basis. Key inspection points include valve seats, floats, strainers, and passageway cleaning. The sealing of the valve seat has a direct impact on the trap's performance. If the seat is worn or has impurities, it may lead to steam leakage; the float is a key component of mechanical traps, so it needs to be inspected for flexibility and damage; the strainer prevents impurities from entering the trap, and regular cleaning of the strainer prevents clogging; and the passageway is kept clean and free of obstructions to ensure the normal flow of condensate and steam.
The implementation of predictive maintenance combined with data monitoring is of great importance. By installing sensors to monitor the trap's operating parameters in real time, such as pressure, temperature, flow rate, etc., and utilizing data analysis techniques to determine the trap's operating status, potential problems can be identified in advance, and maintenance measures can be taken in a timely manner to avoid failures, reduce maintenance costs, and improve the reliability and operating efficiency of the equipment.
Trap Maintenance
Trap services mainly include cleaning, testing, and replacement of parts. Cleaning removes impurities, scale, etc. from the inside of the trap and restores its normal operating performance; testing checks whether the trap's drainage, sealing, and other functions are normal; and replacing parts in a timely manner when they are worn or damaged ensures the reliability of the trap.
To determine whether a trap needs to be repaired or replaced, you can make a comprehensive judgment by observing the trap's operating condition, such as whether there is steam leakage, whether drainage is normal, and other phenomena, and combining the data measured by inspection tools. It is recommended that industrial companies conduct a full inspection of their traps once a quarter to identify problems and deal with them in a timely manner. The use of modern diagnostic tools such as ultrasonic or infrared imagers offers significant advantages. Ultrasonic detectors can detect the sound of tiny steam leaks and detect trap leaks in advance. Infrared imagers can detect the temperature distribution on the surface of the equipment and determine whether the trap is clogged, abnormally hot, etc., providing an accurate basis for maintenance work.
Why Monitor Trap Failures?
Trap failures are divided into two main types: steam leakage and condensate clogging. Of these, the impact of clogging is more serious. When a trap is clogged, condensate cannot be discharged, resulting in the presence of wet steam in the system, which reduces steam quality and heat exchange efficiency, triggers the phenomenon of water hammer, and damages piping and equipment; at the same time, it can also affect the quality of the product, such as in the food processing, textile printing, and dyeing industries, where the wet steam can lead to moisture, deformation, and other problems.
Fault monitoring is important for energy conservation and emission reduction. Timely detection and repair of trap failures can avoid energy waste caused by steam leakage, reduce fuel consumption, and lower carbon emissions for the enterprise. Through systematic troubleshooting, hidden problems, such as tiny leaks in traps and early wear and tear of components, can be detected in time, and measures can be taken in advance to prevent the problem from expanding and to ensure the safe and stable operation of the system.
Common Trap Problems
Common trap problems include choosing the wrong type or size, clogging due to impurities/scale in the piping, and fatigue failure due to frequent opening and closing of the trap. Incorrect sizing can prevent the trap from adapting to system conditions and affect normal operation; impurities in piping and scale entering the trap can easily clog the valve, resulting in poor drainage or steam leakage; and frequent opening and closing of the trap can cause the trap components to be subjected to greater stress, accelerating wear and fatigue, and shortening the service life of the trap.
Trap failure has a knock-on effect on boiler efficiency, capacity and operating costs. Reduced efficiency leads to longer production times and lower capacity; more energy may need to be consumed in order to maintain production, increasing operating costs; and damage to equipment can also lead to maintenance costs and downtime losses, creating a greater economic burden for the organization.
Conclusion
Looking back at the role of steam traps in industrial boiler systems, their critical value is self-evident. From an energy-saving perspective, it reduces energy consumption by recovering condensate and reducing steam leakage, resulting in significant cost savings for the enterprise; in terms of equipment protection, it effectively avoids problems such as water hammer and corrosion, extending the service life of the equipment; and in terms of operational efficiency, it ensures continuous and efficient operation of the boiler system, reduces downtime, and improves production efficiency.
Industrial companies should pay high attention to trap systems and regularly evaluate, maintain and optimize them. Only by giving full play to the role of traps can they ensure the safe, stable and efficient operation of industrial boiler systems and provide a strong guarantee for the sustainable development of the enterprise.



















